เทคโนโลยีเตาเชื่อมโลหะต่างชนิดแบบไร้ตะเข็บในภาวะสุญญากาศ (Vacuum Brazing Technology)
เขียนโดย อร่าม นราพล
เทคโนโลยีเตาเชื่อมโลหะต่างชนิดแบบไร้ตะเข็บในภาวะสุญญากาศได้รับการพัฒนาขึ้นโดยทีมวิศวกรของ สถาบันวิจัยแสงซินโครตรอน (องค์การมหาชน) (อนุสิทธิบัตรการประดิษฐ์ เลขที่คำขอ1703001736)

สำเริง ด้วงนิล
สถาบันวิจัยแสงซินโครตรอน (องค์การมหาชน)
ข้อดีของการเชื่อมประสานด้วยเทคนิคนี้คือโลหะที่เชื่อมจะเกิดการบิดตัวน้อย ทำให้ควบคุมความแม่นยำในการเชื่อมได้ดี สามารถเชื่อมโลหะชนิดเดียวกันหรือต่างชนิดได้เป็นอย่างดี และยังช่วยประหยัดค่าใช้จ่ายจากการนำเข้าถึง 18 ล้านบาท สามารถพัฒนาต่อยอดได้กับหลากหลายอุตสาหกรรม เช่น อุตสาหกรรมเครื่องมือตัด (Cutting Tools), อุตสาหกรรมการอบชุบโลหะ (Heat Treatment), อุตสาหกรรมระบบปรับอากาศ (Air Conditioning System) และอุตสาหกรรมการผลิตเครื่องฟอกไอเสียเชิงเร่งปฏิกิริยา (Catalytic Converter) เป็นต้น
แนวคิดของการออกแบบในเบื้องต้นนั้น มีข้อกำหนดคือเตาเชื่อมในภาวะสุญญากาศชนิดนี้ เป็นเตาเชื่อมชิ้นงานด้วยเทคนิคเชื่อมแบบแล่นประสาน หรือเตาเบรซิ่ง (Brazing) ภายในเป็นสภาวะสุญญากาศที่ระดับต่ำกว่า 10-5 ทอร์ มีช่องสำหรับวางชิ้นงานเชื่อมเป็นทรงสี่เหลี่ยมลูกบาศก์ ขนาด 300x300x500 มม. สามารถนำชิ้นงานเข้าและออกจากด้านหน้าเตาได้สะดวก เตาสามารถให้ความร้อนสูงสุดที่อุณหภูมิ 1,200 องศาเซลเซียส ด้วยการจ่ายกระแสไฟฟ้าให้กับแผ่นให้ความร้อน (Heating Element) ที่ติดตั้งไว้ภายในเตา โดยสามารถทำอุณหภูมิไต่ระดับเพิ่มขึ้นได้ในช่วงอัตรา 0.5-30 องศาเซลเซียสต่อนาที และจำกัดความพลิ้วของอุณหภูมิ (Temperature Ripple) ได้อยู่ที่ระดับต่ำกว่า ±2-5 องศาเซลเซียส และยังสามารถควบคุมและรักษาอุณหภูมิภายในเตาให้มีความสม่ำเสมอได้ที่ระดับ ±5 องศาเซลเซียส โดยเฉลี่ย
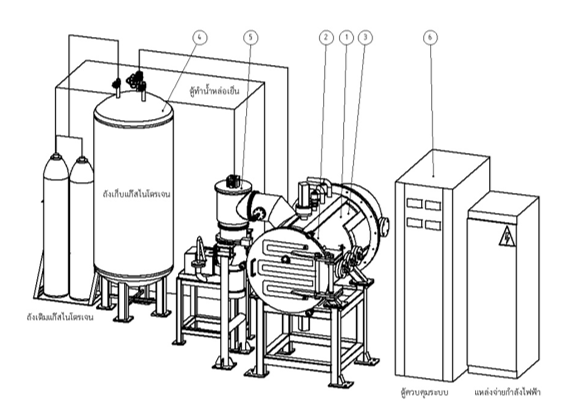
เตาเบรซิ่งที่สถาบันวิจัยแสงซินโครตรอน ได้ออกแบบและพัฒนาขึ้น มีลักษณะดังแสดงในรูปที่ 1 โดยมีส่วนประกอบหลัก 6 ส่วน คือ
1. ตัวถังหลักของเตา(Vacuum Chamber)
2. โซนร้อน (Hot zone)
3. ตัวแลกเปลี่ยนความร้อน (Heat Exchanger)
4. ระบบการจ่ายแก๊สไนโตรเจน (Gas quenching using nitrogen)
5. ระบบสร้างสภาวะสุญญากาศของเตา (Vacuum System)
6. ระบบควบคุมการทำงานของเตา (Control System)
รูปที่ 1 ส่วนประกอบที่เป็นระบบย่อยต่างๆ ของเตาเบรซิ่ง

รูปที่ 2 ภาพถ่ายเตาเบรซิ่งจากสถานที่จริง ณ สถาบันวิจัยแสงซินโครตรอน จ.นครราชสีมา
กระบวนการเชื่อมแล่นประสานโลหะในสภาวะสุญญากาศ หรือเบรซิ่ง (Brazing) เป็นกรรมวิธีการเชื่อมต่อโลหะตั้งแต่สองชิ้นหรือมากกว่าเข้าด้วยกัน โลหะอาจเป็นชนิดเดียวกันหรือต่างชนิดกันก็ได้ มีโลหะเติมหรือลวดแล่นประสานเป็นโลหะ เช่น ลวดเงิน หรืออาจเป็นโลหะผสม เช่น ลวดทองเหลือง ลวดทองแดงผสมฟอสฟอรัส ก็ได้ โลหะเติมนี้มีจุดหลอมเหลวสูงกว่า 450 องศาเซลเซียส แต่ต้องต่ำกว่าอุณหภูมิหลอมเหลวของโลหะที่นำมาเข้ากระบวนการเบรซิ่ง เรานำโลหะดังกล่าวนี้เติมลงไปที่รอยต่อของชิ้นงานแล้วนำไปอบด้วยความร้อน โลหะเติมก็จะหลอมละลายและแทรกตัวซึมเข้าไปในช่องว่างระหว่างรอยต่อด้วยปฏิกิริยาคาปิลารี (Capillary) หรือการซึมผ่านรูเล็ก
ขั้นตอนการเบรซิ่งเริ่มจากการเปิดระบบต่างๆ หลังจากนั้นจึงนำเอาชิ้นงานเข้าไปวางในเตา แล้วทำความดันสุญญากาศให้ได้อย่างน้อย 5 x 10-4 Torr แล้วเพิ่มอุณหภูมิในเตาให้สูงกว่าอุณหภูมิหลอมละลายของลวดประสาน (Filler Metal) เพื่อทำการเชื่อมแล่นประสาน เมื่อกระบวนการเชื่อมแล่นประสานหรือเบรซิ่งแล้วเสร็จ จึงปิดแหล่งจ่ายกระแสไฟฟ้าที่จ่ายให้กับโซนร้อน รอจนกระทั่งอุณหภูมิภายในเตาลดลงต่ำกว่าอุณหภูมิหลอมละลายของลวดประสาน จึงทำการหล่อเย็นภายในเตาด้วยการเปิดแก๊สไนโตรเจนเข้าไปในโซนร้อนและเปิดระบบน้ำหล่อเย็นให้กับชุดแลกเปลี่ยนความร้อน เปิดพัดลมเพื่อระบายความร้อนออกจากเตา รอจนกว่าอุณหภูมิภายในเตาลดลงต่ำกว่า 100 องศาเซลเซียส จึงจะสามารถเปิดเตาและนำชิ้นงานออกได้ (รายละเอียดขั้นตอนการทำการเบรซิ่งด้วยเตาสุญญากาศแสดงไว้ในรูปที่ 3)
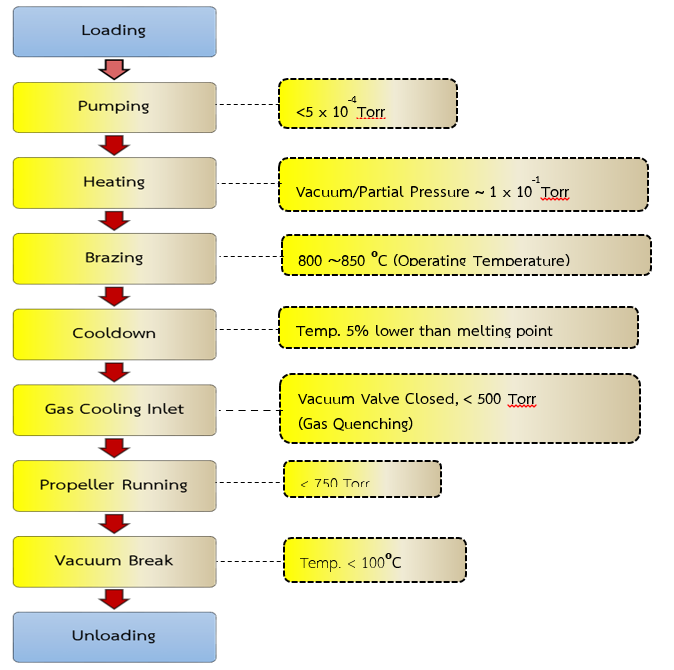
รูปที่ 3 ขั้นตอนดำเนินงานเชื่อมแล่นประสานด้วยเตาสุญญากาศ หรือเบรซิ่ง (Brazing)
การพัฒนาเตาเพื่อการเชื่อมแล่นประสานโลหะในภาวะสุญญากาศหรือเตาเบรซิ่งนี้ ทำให้สถาบันสามารถเลี่ยงการจัดหาครุภัณฑ์จากต่างประเทศ เป็นการพึ่งพาตนเองอย่างยั่งยืนตามหลักปรัชญาเศรษฐกิจพอเพียง ช่วยให้สามารถประหยัดงบประมาณแผ่นดินได้ถึง 18 ล้านบาท ซึ่งถือเป็นการพัฒนาเทคโนโลยีขององค์กรภาครัฐขึ้นมาใช้ประโยชน์จริงโดยฝีมือคนไทย
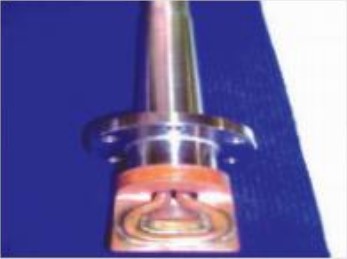
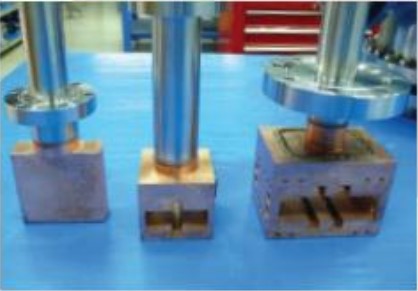
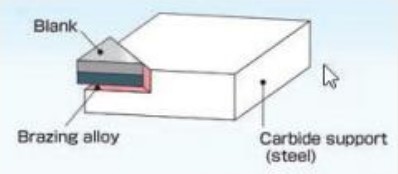
ความรู้ความชำนาญ และเทคโนโลยีที่เกิดจากการพัฒนาเตาสุญญากาศนี้ สามารถนำไปต่อยอดพัฒนาเป็นนวัตกรรมสำหรับภาคอุตสาหกรรมที่ต้องการใช้งานเตาสุญญากาศได้หลากหลาย ลักษณะงานที่ใช้การเชื่อมต่อโลหะด้วยการเบรซิ่ง ได้แก่ การเชื่อมประสานวัสดุคมให้ติดกับด้ามจับ การเชื่อมประสานท่อน้ำยาคอมเพรสเซอร์ในระบบปรับอากาศ งานเชื่อมต่อท่ออลูมิเนียมบางๆ หรือการอบชิ้นงานเพื่อปรับปรุงคุณสมบัติเชิงกล เป็นต้น (ดังแสดงในรูปที่ 4 และ 5)
  |
  |
  |
  |
  |
  |
| ตัวอย่างชิ้นงาน | ||
รูปที่ 4 ตัวอย่างชิ้นงานที่พัฒนาขึ้นโดยการเชื่อมต่อโลหะด้วยวิธีเบรซิ่ง สำหรับใช้ในระบบสุญญากาศและเครื่องเร่งอนุภาคภายในสถาบันฯ
  |
  |
| การเชื่อมประสานวัสดุคมตัดติดกับด้ามจับ | การอบชิ้นงานเพื่อปรับปรุงคุณสมบัติทางกล |
  |
  |
| การเชื่อมท่อคอมเพรสเซอร์ในระบบปรับอากาศ | การเชื่อมชิ้นส่วนของเครื่องฟอกไอเสียเชิงเร่งปฏิกิริยา |
รูปที่ 5 ตัวอย่างงานอุตสาหกรรมที่ใช้ประโยชน์จากเทคโนโลยีการเชื่อมต่อโลหะด้วยวิธีเบรซิ่ง
 |
| สอบถามข้อมูลทั่วไป : siampl@slri.or.th | งานรับส่งหนังสือ : saraban@slri.or.th | หมายเลขโทรศัพท์ : (+66) 044 217 040-1 |
 |
สถาบันวิจัยแสงซินโครตรอน (องค์การมหาชน) Synchrotron Light Research Institute (Public Organization) อาคารสิรินธรวิชโชทัย 111 ถ. มหาวิทยาลัย ต.สุรนารี อ.เมือง จ.นครราชสีมา 30000 |
หน่วยงานในกำกับ กระทรวงการอุดมศึกษา วิทยาศาสตร์ วิจัยและนวัตกรรม Ministry of Higher Education, Science, Research and Innovation |
|
| Copyright © 2017 Synchrotron Light Research Institute. ALL RIGHTS RESERVED. Some Photos by Freepik |
|
| แสดงผลได้ดีใน Microsoft Edge, Google Chrome, Firefox, Safari on Apple Device และรองรับการแสดงผลบน Moblie Devices | |
| เว็บไซต์นี้ เป็นเว็บไซต์หน่วยงานของรัฐในสังกัดกระทรวงการอุดมศึกษา วิทยาศาสตร์ วิจัยและนวัตกรรม จัดตั้งขึ้นเพื่อมุ่งมั่นพัฒนาคุณภาพทางด้านเทคโนโลยีแสงซินโครตรอนเพื่อสนับสนุนประเทศในการพัฒนาเศรษฐกิจและคุณภาพชีวิตของประชาชน ไม่ได้มีวัตถุประสงค์เพื่อแสวงหากำไร หากท่านพบว่ามีข้อมูลใดๆ ที่ละเมิดทรัพย์สินทางปัญญาปรากฏอยู่ในเว็บไซต์ โปรดแจ้งให้ทราบเพื่อดำเนินการแก้ปัญหาดังกล่าวโดยเร็วที่สุดต่อไป | |
